Cylinder Bore Surface Treatment, Under Pressure
Thermal coatings are increasingly taking the place of gray iron cylinder liners in engine blocks, and high-pressure water jetting is gaining preference as the method for activating the surfaces of cylinder bores in engine blocks, prior to coating. Typically, this technology is expensive to operate, involving water pressures of as much as 3,000 bar.
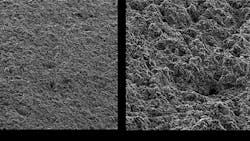
To optimize the adhesive pull strength of the coating, the aluminum cylinder bore surface is activated by roughening before the extremely thin (150 to 300 µm) and very hard metal layer is applied. Activation is typically done via high-pressure water jetting, mainly because it causes no wear and the roughened surface will not require cleaning afterwards.
However, the current standard practice for these activation processes is to use water jetting at pressures of at least 2,500 bar. Apart from the substantial investment cost, this entails high operating costs — in particular because of the very complex filtration required, or alternatively due to the fresh water input in systems that have no closed water circuit.
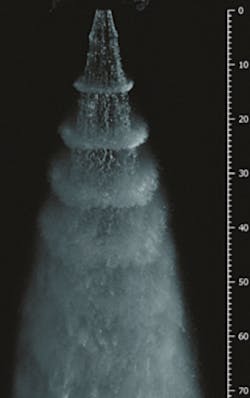
Dürr Ecoclean has devised an integrated process that uses high-pressure water jetting to activate cylinder bore surfaces of engine blocks prior to thermal coating, using no more than 600 bar. The core technology of the new PulseBoreCenter is the “EcoCBooster,” which uses a pulsed water jet that boosts the kinetic energy by a factor of 5 to 10.
Equal to/Better Than UHP Processes
The results achieved with an EcoCBooster are equal to or better than those obtained by conventional processes using ultra-high pressures. This is confirmed by industrial applications to date: Adhesive pull strength levels have been found to exceed 60 MPa throughout, according to the developer, regardless of whether the metal coating is applied by atmospheric plasma spraying (APS) or arc wire spraying (AWS). The method allows even cast surfaces to be roughened to a degree that allows the molten metal particles to be firmly interlocked with surface.
The EcoCBooster thus opens up new fields of application, such as the treatment of grey cast iron liners for truck engines, which has not been feasible before, even with ultra-high pressure water jetting at 3,000 bar.
The new process is cost efficient, too. The cost of a pump delivering 600 bar is substantially lower than that of a 3,000 bar unit. At the same time, its filtration system can be of less complex design. To minimize wear on an ultra-high pressure pump, it is necessary to remove solid particles down to 1 µm from the fluid by filtration. This means that even fresh water needs to be filtered.
The EcoCBooster's 600-bar pump is less sensitive. This high-pressure pump is enough to remove particles down to 3-5 µm, and the water is run in a closed circuit. This has a significant effect on investment and operating costs.
Moreover, costs will be recovered more quickly due to the pump's low power consumption, Dürr Ecoclean stated. The EcoCBooster needs up to 50% less energy than a pump in the ultra-high pressure water jetting process.
In addition, maintenance costs for a 600-bar pump amount to only about one-third to one-fourth of what must be expected for a 3,000 bar unit.
For its EcoCBooster, Dürr Ecoclean has developed an all-new equipment concept called the PulseBoreCenter, consisting of the application system with NC controller and booster units, in addition to a supply module comprising the high-pressure pump plus the entire water supply and filtration equipment. The system can process any engine block, from inline 2-cylinder designs to all V-engine units, including sophisticated W12 and W16 engine designs. Thanks to its modular design it adapts easily to diverse loading methods and cycle times.
Other uses of the new EcoCBooster are by no means limited to roughening cylinder bores. The system's process technology and economic advantages will benefit any application that involves water jetting in the high-pressure range, i.e., at over 1,000 bar. Applications extend from medical equipment and jet engine manufacturing, through paint stripping, decoating, deburring. and part cleaning to the restoration of concrete surfaces.
About the Author
Robert Brooks
Content Director
Robert Brooks has been a business-to-business reporter, writer, editor, and columnist for more than 20 years, specializing in the primary metal and basic manufacturing industries.