If they already haven’t, medical jobshops had better prepare themselves for increased competition with plastic and polymer parts.
Devices and instruments made from plastics are said to offer many advantages over aluminum or stainless steel, and many medical companies are making the switch.
But the question is, can a shop machine plastics the same way it does metal?
The answer is no. The materials do not "behave" the same ways.
Plastics and metals often can be machined on the same types of machines – vertical or horizontal machining centers – but the similarity pretty much starts and ends right there.
Plastics move physically because of such things as changes in temperature. So machining them and achieving the required surface finishes and precision tolerances require specific machine features, coolant setups, tool geometries and creative workholding along with experience developed over time. (For tool geometries and coolant requirements, see “Small tool savvy” on page 24 of this issue.)
Chris Klope, president of Applied Engineering Plastics Inc. (AEP) (www.appliedengineeringplastics.com), said, for his shop, machining plastics takes high spindle speeds, fourth axis capability, dual-contact spindle-flange systems, and high-pressure through-spindle coolant. Klope’s shop specializes in machining high-performance polymers for the medical and other industries.
The machine tool features he outlined allow his shop to generate critical surface finishes that rarely need secondary polishing and to hold tolerances that are absolutely required for the components being produced.
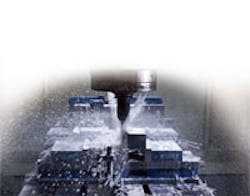
AEP cuts most of its plastics on an XR 760 high-performance vertical machining center and an XR 700 high-performance horizontal machining center. Both are from Bridgeport, a Hardinge Group company (www.hardinge.com).
The XR 760 has travels of 85 in. by 118 in. and features a 12,000-rpm Weiss spindle, automatic grease-replenishing system, 30-tool bidirectional randomaccess automatic tool changer with 4-sec tool-to-tool change time, through-spindle coolant and Fanuc 18i MB control.
With twin rotary pallets measuring 19.7 in. by 31.5 in., AEP’s XR 700 horizontal houses 60 tools in its bidirectional automatic tool changer with a 1.5-sec tool-to-tool change time, turns its spindle at 12,000 rpm via a 25-hp GE Fanuc belt-driven motor, positions to an accuracy of 0.0006 in. and repeats to 0.0003 in. Its twin pallets exchange within 10 sec and support loads to 1,260 lb.
However, Klope also keeps his eye on cycle times and said that having a finished part every cycle is a big issue, which is where fourth-axis capability, on both machines, plays an important role.
Many of the shop’s medical parts get machined on all sides, so it uses the fourth axis to reduce setup and eliminate the need for operators to continuously re-position parts in a vise. Instead, parts are loaded once, rotated in the fourth axis and machined complete without intervening. Plus, fourth-axis capability makes machining part angles easier, faster and more precise, Klope added.
In addition, twin pallets with tombstone fixtures on the XR 700 further reduce cycle times. The number of parts per fixture depends on several factors, including the size of the component.
On large jobs, Klope said the shop gets two finished parts per cycle. For other jobs, it gets eight finished parts per cycle. Part size and the way the shop fixtures them dictate the number of parts on a tombstone.
The shop often runs a job that is 2-in. square one day, and a job measuring 18-in. square the next day. It also sets up multiple jobs on one fixture.
AEP benefits from the speed of the Bridgeports' 40-taper Weiss spindles and their grease-replenishment systems and flange fit systems. The spindles’ Big Plus flanges provide face and taper contact with toolholders. Klope said the flanges and taper contact make for a much more rigid machine and help to eliminate vibration.
“Vibration really shows up, as machining lines, when working with plastics, and it leads to horrible tool life. The Bridgeport spindle nose design virtually removes all machining lines without us having to go to balanced tool holders, and we can run at much higher speeds. We’ve taken 1.5-in-deep cuts with 1-in.-diameter tools and at full tool engagement because of the machine rigidity,” Klope said.
If shops aren’t careful, they can inadvertently introduce heat into plastic components during the machining process. That causes parts to grow and expand out of tolerance. The cure is to keep cutting tools cool and use appropriate geometries.
At AEP, the 300-psi through-spindle coolant on the Bridgeports helps maintain part size and surface finish. Klope also mentioned that it is important to keep machine spindles well lubricated, especially when they are running at high speeds for long periods during plastics machining.
“The self-lubricating feature on both our Bridgeport spindles is really worth it. Most spindles, even those that are permanently lubed and sealed, when you push them at 12,000 rpm for extended duty times, will heat up, causing their lubrication to break down and the grease to spin off their bearings. The next thing you know, the bearings seize, and the spindle fails,” Klope said.
The Bridgeport system automatically lubes spindles every 70 hours without operator intervention.
Workholding definitely presents challenges when machining plastics/polymers. The most obvious one is excess pressure from clamps and vise jaws that will deform parts. Too much vise pressure when drilling or milling a hole invariably results in an egg-shaped hole.
“Workholding is based on experience. I know this is not very helpful, but at this stage, workholding of plastic is best guided by knowing what does and doesn’t work,” Klope said.
AEP often builds its own fixtures and machines vise jaws from special materials to encapsulate parts without distorting their shapes. Once the shop determines proper vise pressure that holds a part without distortion, it gages and records that pressure and consistently maintains it during machining. Another consideration is that workholding and fixturing must not abrade or deform critical surface finishes on plastic parts.
Klope noted that on some of the shop’s high performance materials it holds +/- 0.001-in. tolerances, and that is considered tight for plastics.
However, materials such as Teflon, which has an extremely low coefficient of friction, can also be problematic.
For example, if a shop machined a poker chip out of Teflon, with a +/- 0.003-in. tolerance, and someone held it in their hand, the heat from their hand would cause the chip to grow out of tolerance. So the trick is to know the coefficient of linear thermal expansion of materials then determine what material would be best for which application, Klope said.
“When we see a print for a Teflon part with an 8-in. diameter that has to be held to +/- 0.001 in., we explain to the customer that the material itself will not hold such a tolerance. We spend try to educate our customers, showing them what the tolerance spread would be over an 8 degree to 10 degree temperature change. Imagine machining plastic parts in St. Louis in February then shipping them to Florida. There could easily be a 20-degree temperature change, if not more.”