Correction of Trapezoidal Profile Angle of Tooth of the Roughing Hob for Production Roughing Straight-Sided Spline Shafts
Our frequent contributor Mark Grizotsky writes with additional information on the subject of straight-sided spline shafts.
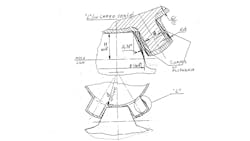
“When we find a trapezoidal profile or form for the angle of the tooth of a roughing hob, we have a more simple and technological way of producing these hobs. Instead of grinding after heat-treating the curves on the tooth, we grind a simple trapezoidal profile. It gives us an advantage, and a profit.
“But, after some research of the milling splines we understood that the angle of the teeth of a hob can be changed and give us different curves of grinding allowance on the splines depending upon elements.
“These elements are included in this formula:
Formula MLG-2 (empirical)
|
Angle M (degree) |
= | arctan [(1/2H) (S+B/cos 3.14159/Z)-d (tan 3.14159/Z) + A)] |
A = G/N (cos 3.14159/Z)
1. H - is the depth tooth of hob from the pitch of the line.
2. S - is the thickness tooth of hob on the pitch of the line.
3. B - is spline thickness (finish size).
4. Z - are numbers of splines of shaft.
5. d - is the root ( inside) diameter with allowance of the spline shaft.
6. A - is finding by us supplementary element.
7. G - is grinding allowance.
8. N - is coefficient of angle.
9. If N=1, angle M has maximum size and maximum grind allowance.
10. If N = 2 and 3 - angle is less and grind allowance less.
“The tool-designer has a choice depending upon the technology of production,” he concluded.
About the Author
Mark Grizotsky
Owner
Mark Grizotsky, owner of MLG Tool Design in Willowdale, Ontario, has been a major contributor and influencer to machinists everywhere with his insights to machine design and set-up, tooling design and selection, and advice for preparation and processes.