Even More Efficient with Eight Spindles
The new MS22C-8 from Index Corp.’s Multiline series is a modular, eight-spindle lathe that the developer said creates additional opportunities for fast, multi-spindle machining, especially for highly complex parts. The developer indicated it is applicable for shops serving many industrial segments, from automotive to medical device manufacturing, and noted that it also will produce small batches efficiently and economically.
The Index MS22C-8 can be can be bar-fed or loaded with chucked parts, and configured to operate as an eight-spindle machine; or, a double four-spindle machine, dropping two completed parts at once; or as a machine with double rear-end machining capability. It will accomplish turning, off-center drilling and thread cutting, inclined and cross-drilling, milling, multi-edge turning, hobbing, tooth milling, deep-hole drilling or slotting. Another benefit for the user is that all standard toolholders and toolholder system interfaces can be used with a range of popular adapters (Capto, HSK, VDI, Index systems).
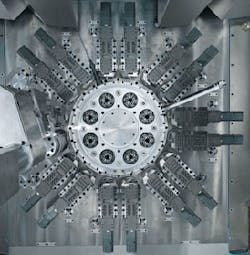
Each of the eight spindles, arranged in the well-known Index spindle drum, are assigned two cross-slides that can travel both on the X as well as on the Z-axis. Each cross-slide can be additionally equipped with a Y-axis.
Swiveling synchronous spindles
Combined with a total of up to 16 cross-slides, the new eight-spindle machine is a true multitasker, even for highly complex machining operations. The speed of each of the eight liquid-cooled spindles can be controlled separately. The fluid-cooled spindle drum keeps the thermal growth in the spindle carrier to a minimum. The advantage over the previous air-cooling approach is the higher power density in the spindle drum and the ability to recover energy from the heated cooling fluid. In addition, the spindle bearing temperature can be kept at a low level, which also prolongs its service life and improves thermal stability.
The cross slides with integrated drive have a low-mass design with hydrostatic bearing support. Their low moment of inertia and resulting high dynamics make it possible to achieve exceptional acceleration in operation.
When operated as an eight-spindle machine, the drum indexing angle from spindle to spindle is 45°; if the machine operates with two times four spindles, the drum indexing angle is 90°. Double four-spindle machining produces two finished parts in each work cycle.
In the double rear-end machining arrangement, six spindle positions are available for front-machining the workpiece and two spindle positions for rear-end machining, and all of these work simultaneously. With this approach, it is possible to machine the rear end of a workpiece during two drum-indexing cycles.
After front machining, for which six spindle positions are available, workpieces are picked up by two rear machining units and machined simultaneously on the rear end.
Because rear-end machining is done during two drum-indexing cycles, up to six tools can be used for this simultaneously with the other spindles. And, because all cross slides are located at the same travel angle, free chip flow is guaranteed in each position.
Hydrostatic sliding guide
The advantage of hydrostatic sliding guide in the feed axis (Z) is their damping characteristic that, according to the developer, will prevent the transfer of the machining vibrations to the adjacent slide via the headstock. This helps to mitigate vibration and rattling while workpieces are being machined – even when the eight spindles are performing the various machining processes concurrently.
For example, one spindle may be used for heavy-duty roughing while high-precision finishing takes place on another spindle without sacrificing surface quality. In addition, the hydrostatic bearing is wear-free – there is neither friction nor a stick-slip effect.
The swiveling synchronous spindles are locked into the end positions by three-part Hirth couplings. According to the developer, the high level of stiffness that this achieves also guarantees that even with bar diameters up to 24 mm, rear-end machining operations with very high cutting volumes and simultaneously high machining precision can be performed.
The Hirth coupling also means it is no longer necessary to compensate electronically at the end position. The mechanical lock will ensure optimal stiffness and increase the positioning accuracy, so that very complex components that require complex cut-off side machining may be produced. The swivel movement to the rear-end position occurs in less than 0.3 seconds.
For operators, the advantage of the front-opening design is exceptional accessibility during setup and tooling. Moreover, there is the free chip flow down into the chip discharge chute.
To conserve space, the MS22C-8 is designed with the control cabinet “on the machine,” a solution that has been very well received for more than a decade by users of Index multi-spindle machines.
Also, the machine offers several handling options for discharged workpieces. Workpiece data can be fed back to the machine control so it can automatically correct its machining parameters.
Energy efficiency
For years, all Index machines have been meeting the demand for reduced consumption. Finally, the Index MS22C-8 is designed to optimize energy consumption, with weight-optimized components that contribute to increased dynamic response; regenerative drives; energy-shutdown capability for units that consume high levels of energy, according to a user-define standby mode; minimized friction based on optimally paired materials and low-friction bearings; and intelligent cooling for waste-heat recovery.
The Index cooling concept ensures that the spindles, hydraulics, and control cabinet are cooled constantly, and that the heat can be supplied to a different application via a “cold water interface,” e.g., for service water heating or as process heat for other manufacturing purposes.
About the Author
Robert Brooks
Content Director
Robert Brooks has been a business-to-business reporter, writer, editor, and columnist for more than 20 years, specializing in the primary metal and basic manufacturing industries.