Cutting Tool Applications, Chapter 7: Shaping & Planing

Both the shaper and the planer are single-point tools that cut only in straight lines. They both make the same types of cuts.
The shaper handles relatively small work. The planer handles work weighing up to several tons. Moving the tool bit attached to the ram makes the cutting stroke of the shaper. The cutting stroke of the planer is achieved by moving the work past a stationary tool bit.
The planer handles work weighing up to several tons.
Both the shaper and planer usually cut only in one direction, so that the return stroke is lost time. However, the return stroke is made at up to twice speed of the cutting stroke.
The Shaper
The shaper is a relatively simple machine. It is used fairly often in the toolroom or for machining one or two pieces for prototype work. Tooling is simple, and shapers do not always require operator attention while cutting. The horizontal shaper is the most common type, and its principal components are shown below, and described as follows:
Ram: The ram slides back and forth in dovetail or square ways to transmit power to the cutter. The starting point and the length of the stroke can be adjusted.
Toolhead: The toolhead is fastened to the ram on a circular plate so that it can be rotated for making angular cuts. The toolhead can also be moved up or down by its hand crank for precise depth adjustments. Attached to the toolhead is the toolholding section. This has a tool post very similar to that used on the engine lathe. The block holding the tool post can be rotated a few degrees so that the cutter may be properly positioned in the cut.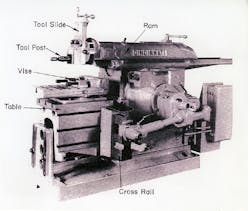
Clapper Box: The clapper box is needed because the cutter drags over the work on the return stroke. The clapper box is hinged so that the cutting too] will not dig in. Often this clapper box is automatically raised by mechanical, air, or hydraulic action.
Table: The table is moved left and right, usually by hand, to position the work under the cutter when setting up. Then, either by hand or more often automatically, the table is moved sideways to feed the work under the cutter at the end or beginning of each stroke.
Saddle: The saddle moves up and down (Y axis), usually manually, to set the rough position of the depth of cut. Final depth can be set by the hand crank on the tool head.
Column: The column supports the ram and the rails for the saddle. The mechanism for moving the ram and table is housed inside the column.
Toolholders: Toolholders are the same as the ones used on at engine lathe, though often larger in size. The cutter is sharpened with rake and clearance angles similar to lathe tools though the angles are smaller because the work surface is usually flat. These cutters are fastened into the toolholder. just as in the lathe, but in a vertical plane.
Workholding: Workholding is frequently done in a vise. The vise is specially designed for use in shapers and has long ways which allow the jaws to open up to 14" or more, therefore quite large workpieces can be held. The vise may also have a swivel base so that cuts may be made at an angle. Work that cannot be held in the vise (due to size or shape) is clamped directly to the shaper table in much the same way as parts are secured on milling machine tables.
Shaper Size: The size of a shaper is the maximum length of stroke which it can take. Horizontal shapers are most often made with strokes from 16- to 24" long, though some smaller and larger sizes are available. These shapers use from 2- to 5-hp motors to drive the head and the automatic feed.
Shaper Width: The maximum width which can be cut depends on the available movement of the table. Most shapers have a width capacity equal to or greater than the length of the stroke. The maximum vertical height available is about 12" to 15".
Drive Mechanisms
Shapers are available with either mechanical or hydraulic drive mechanisms. Figures below show diagrams of both shaper drive mechanisms.
Mechanical Drive
The less expensive shaper, the one most often purchased, uses a mechanical drive. This drive uses a crank mechanism. The bull gear is driven by a pinion which is connected to the motor shaft through a gear box with four, eight or more speeds available. The RPM of the bull gear becomes the strokes per minute (sometimes abbreviated SPM) of the shaper.
Cutting Speed: The cutting speed of the tool across the work will vary during the stroke as shown by the velocity diagram. The maximum is at the center of the stroke. However, if the cutting speed chosen is somewhat on the slow side, the average speed may be used, and computations are greatly simplified.
Although the ratio varies somewhat, several shapers have a linkage using 220 degrees of the cycle for the cutting stroke and 140 degrees for the return stroke. This is close to a 3:2 ratio.
In setting up a mechanically operated shaper, the length of cut (in inches) is known, and the cutting speed (in feet per minute) is selected according to the kind of metal being cut. It is then necessary to compute the strokes per minute since that is how the shaper speed is controlled. Such calculations are beyond the scope of this text.
The stroke per minute available on a shaper will vary according to the size of the shaper. The larger shapers will have lower speeds. A 16" shaper may have speeds of 27 to 150 strokes per minute, while a 24- shaper will have 10 to 90 strokes per minute speeds available.
Cutting Feed: Feed per stroke on a shaper is comparable to the feed per revolution on a lathe. Coarse feeds for roughing range up to 0.100- per stroke (sometimes abbreviated as IPS), and finish cuts from 0.005- to 0.015" per stroke. Finish would also depend on the nose radius of the cutting tool.
Hydraulic Drive
The hydraulic shaper has the same major parts as the mechanical one; however, the ram is driven by a hydraulic cylinder as shown in the simplified sketch. These shapers use 5- to 10-hp motors.
Cutting Speed and Feed: The cutting speed of the hydraulic shaper is infinitely variable by means of hydraulic controls, as is the cross feed. The reverse stroke is made faster than the power stroke because of the smaller area in the return side of the cylinder, if a constant volume pump is used. Another method is to have the rate of fluid flow increased to speed up the return stroke. Speed and feed on a hydraulic shaper are often controlled by simple dials. Speed is read directly in feet per minute and feed is read directly in decimal inches. The cutting speed remains nearly constant through the full stroke.
Vertical Shapers
The vertical shaper, sometimes called a Blotter, has a vertical ram, with table and saddle similar to the horizontal shaper. If a rotary table is mounted on the regular table, a number of slots can be made at quite accurately spaced intervals. This machine can work either outside or inside a part, provided that the interior opening is larger than the tool head.
The Planer
A planer makes the same types of cuts as a shaper. However, it is a production-- type machine for certain types of work. It can machine any flat or angular surface, including grooves and slots, in medium and large sized workpieces. Typical work would be machine beds and columns, marine diesel engine blocks, and bending plates for sheet-metal work. These parts are usually large iron castings or steel weldments and may weigh a few hundred pounds or several tons. The most frequently used type of planer is the double-housing planer.
Frame: The frame is basically two heavy columns fastened together at the top with a large bracing section and fastened at the bottom to the machine bed. This creates a very strong, rigid structure that will handle heavy loads without deflection.
Crossrail: The crossrail is also a heavy box, or similar construction. It slides up and down on V- or flat ways, controlled by hand or by power-operated screws. These crossrails are so heavy that they are counterweighted, with either cast iron weights or hydraulic cylinders, in order that they may be moved easily and positioned accurately. After being positioned, they are clamped in place.
Railheads: The two railheads can be moved left or right across the crossrail, each controlled by a separate lead screw, which can be turned by hand but usually by power feed. The railhead can be rotated, and vertically adjusted for depth of cut, the same as the shaper heads. They also have a clapper box (often with power lift) like the shaper.
Sideheads: The sideheads are independently moved up or down by hand or by power feed and can also be rotated and moved in or out for depth of cut.
Table: The table is a heavy casting which carries the work past the cutting heads. It runs on V- or flat ways. The table is driven either by a very long hydraulic cylinder or by a pinion gear driving a rack, which is fastened under the center of the table. The motor driving the pinion gear is the reversible type with variable speed.
Bed: The bed of the planer must be a weldment or casting twice as long as the table. Thus a 12-foot table requires a 24foot bed. The gearing of hydraulic cylinders for driving the table is housed under the bed.
Toolholders: Planers use high-speed steel or carbide tipped cutting tools similar to those used on shapers. Since planers make heavy cuts, their tools are much larger. Rake relief angles are similar to those used on lathes for cutting cast iron or steel, although relief angles are often only 3 to 5 degrees, because all cuts are on flat surfaces.
Workholding: Holding the work while machining such heavy cuts at 60 to 100 feet per minute requires considerable force; therefore, the workpieces must be solidly fastened to the table. Because the reversal of direction occurs quite rapidly, the work must be especially well braced at the ends. The table has T-slots, both lengthwise and across, in which heavy bolts and clamps may be used. Sometimes holes are drilled in the table so that large pins can be used to prevent the workpiece from going off the table when the machine reverses.
Planer Size: The size of planers is often referred to as a 30" planer or a 60- planer. This specifies the approximate width of the table which ranges from 30" to 72". A more complete specification is:
Width of table x height under rail x length of table (For example: 48" x 48" x 14 feet).
The width and height are usually, but not always, the same. Table length is often made to order and may be as short as 8 feet, or as long as 20 feet or more. The drive may be 15 hp on the smaller planers, and 100 hp or more on the larger models.
Mechanical and hydraulic power can be used for planers. Uniform cutting speed is attained throughout the cutting stroke. Acceleration and deceleration of the table takes place in a short distance of travel and does not influence the time to machine.
Double-housing Planers: Double-housing planers consist of a long heavy base on which the table reciprocates. The upright housing near the center on the side of the base, supports the crossrail on which the tools are fed across the work. The earlier illustration shows how the tools are supported both above and on the sides, and their adjustment for angle cuts. They are fed by power in either a vertical or a crosswise direction.
Open-sided Planers: Open-sided planers have the housing on one side only. The open side permits machining wider workpieces. Most planers have one flat and one double V-way, which allows for unequal bed and platen expansions. Adjustable dogs at the side of the bed control the stroke length of the platen. Planers are often converted to planer-- mills, for more efficient machining.
Comparison of Shapers and Planers
Although both the planer and the shaper are able to machine flat surfaces, there is little overlapping in their application. They differ greatly in construction and in the method of operation. The planer is especially adapted to large work: the shaper can do only small work. On the planer the work is moved against a stationary tool: on the shaper the tool moves across the work, which is stationary. On the planer the tool is fed into the work; on the shaper the work is usually fed across the tool. The drive on the planer table is either by gears or by hydraulic means. The shaper ram also can be driven in this manner, but many times a quick-return link mechanism is used.
Most planers differ from shapers in that they approach more constant-velocity cutting speeds. Tools used in shaper and planer work are single point as used on a lathe, but are heavier in construction. The holder is designed to secure the tool bit near the centerline of the holder or the pivot point rather than at an angle as is customary with lathe toolholders.
Cutting tools for the planer operation are usually tipped with high-speed steel, cast alloy, or carbide inserts. High-speed steel or cast alloys are commonly used in heavy roughing cuts and carbides for secondary roughing and finishing.
Cutting angles for tools depend on the tool used and the workpiece material. They are similar to angles used on other single-point tools, but the end clearance does not exceed 4 degrees. Cutting speeds are affected by the rigidity of the machine, how the work is held, tool, material, and the number of tools in operation. Worktables on planers and shapers are constructed with T-slots to hold and clamp parts that are to be machined.
George Schneider, Jr., is the author of Cutting Tool Applications, a handbook to machine tool materials, principles, and designs. He is the Professor Emeritus of Engineering Technology at Lawrence Technological University, and former Chairman of the Detroit Chapter of the Society of Manufacturing Engineers.