Good Vibrations for Conventional Machining

A development in machining technology has earned a 2012 R&D100 Award for EWI, the manufacturing research consortium that works on projects to improve the efficiency for materials joining and related technologies. AcousTech Machining™ is a patent-pending approach that the developer reports will increase machining production rates, prolong tool life, and enhance the quality of standard machining processes for common and advanced materials, including drilling, milling, and boring.
As explained by EWI, AcousTech Machining uses high-power ultrasonic vibrations to reduce friction at the tool cutting face, and reduces significantly the force and torque needed to cut materials. A net reduction in cutting force generates less heat at the cutting face, thereby extending tool life when used with conventional feeds and speeds. Also, the rate at which tools can be plunged into a material may be increased while improving surface finish and dimensional stability, due to a reduction in operating forces.
“AcousTech Machining represents a new generation of machining technology,” according to Matt Short, EWI technology leader and head of the AcousTech development team. “The reduction in operating force promotes extended tool life, increased throughput, and improved capacity. So, manufacturers can, for example, drill larger, deeper holes in hard metals at higher velocities with significantly less toolwear. In some cases lubricants can be eliminated entirely.”

The technology is based on the well-established field of high-power ultrasonics. Typical to most other ultrasonic applications, a piezoelectric transducer is powered and controlled by a high-power generator. As the piezoelectric elements become electrically excited, the energy is converted into mechanical oscillations. When the transducer components are designed properly, the mechanical motion is transmitted in a longitudinal direction at a predetermined frequency.
In the case of AcousTech Machining, the transducer has been designed to operate at 20 kHz and 5 kW of power. EWI notes that the range of displacement for AcousTech Machining is on the micro-scale. Therefore, no adverse effects occur with respect to material properties, part quality, or surface finish. In fact, these critical measures are generally improved. This is made possible by the dynamic motion of the cutting face.
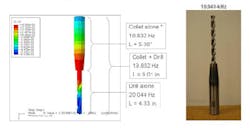
An important innovation in implementing this technology was to couple cutting tools to an ultrasonic transmission line effectively, while isolating completely the vibrations from sensitive machine tool components. Modeling and simulation were used extensively in the design of the transmission line to achieve the desired vibration frequencies and to direct the energy where it is needed — at the cutting tool. Figure 1 illustrates an example in which ultrasonic machining was modeled in use with a collet drill prior to installation. During the actual production, the frequency of the full wave tool was within 99.7% of the target frequency.
The technology is showing benefit for a range of applications. The process has been demonstrated to increase feed speeds by 2-6X and life of cutting tools by 6-10X, depending on the material being machined. Recently, EWI developed a portable AcousTech Machining system (see Figure 2) for an application involving nuclear pressure vessels, intending to reduce critical component downtime by eliminating process steps, excluding cutting fluids, improving accuracy, and increasing tool life. EWI demonstrated the effectiveness of this technology on a mock-up reactor in which the total cycle time per 43-mm diameter / 60-mm deep drilled hole was reduced by over 90%, while tool life was increased by a factor of 10.
A different test involved drilling 13-mm diameter, 75-mm deep holes in a RC49 hardened steel pin using a commercially available drill bit. Using conventional practice, drilling feed rates were increased by a factor of 4X and hole surface finishes improved from 143-Ra to 36-Ra.
The R&D 100 Awards annually recognize emerging technology in industry, academia, and government-sponsored research, and have included advances in testing equipment, materials, chemistry, biomedical products, consumer items, and high-energy physics.
Henry Cialone, EWI President and CEO, stated: “Receiving the R&D 100 Award for this innovation helps validate industry readiness and need for the technology.”
About the Author
Robert Brooks
Content Director
Robert Brooks has been a business-to-business reporter, writer, editor, and columnist for more than 20 years, specializing in the primary metal and basic manufacturing industries.