Grooving manually
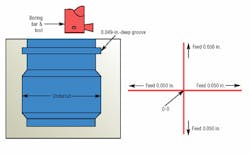
I machine grooves and undercuts in bored parts on a manual mill using a standard boring head. To accomplish this, I locate the machine spindle at the bore's centerline, set X and Y as zero, and advance the grooving tool until it is 0.001 in. from the bore's edge. For example, if the intended groove is 0.049-in. deep, I rotate the head slowly under power, feed the table in 0.050 in., and then back to the 0-0 setting. Repeating this operation out, right, and left with the table produces the groove. I set the table back to 0-0 and withdraw the tool.
This process does not produce a true circular groove, but four slightly offcenter circles. However, it does save time and works for undercuts for snap rings and O-rings by engaging the machine's downfeed at each of the four positions.
Ed Brett
Mundelein, Ill.