








At EMO 2015, Siemens Sinumerik control and drives packages will demonstrate new, and comprehensive functions to expand process efficiency and shop floor productivity
An expanded contour machining cycle for Sinumerik CNCs is one of a series of programming innovations that Siemens will introduce at EMO 2015 in Milan, along with a simpler approach for connecting robots to machine tools, and a new concept for defining more efficient shop-floor sequences using Sinumerik 840D sl CNC.
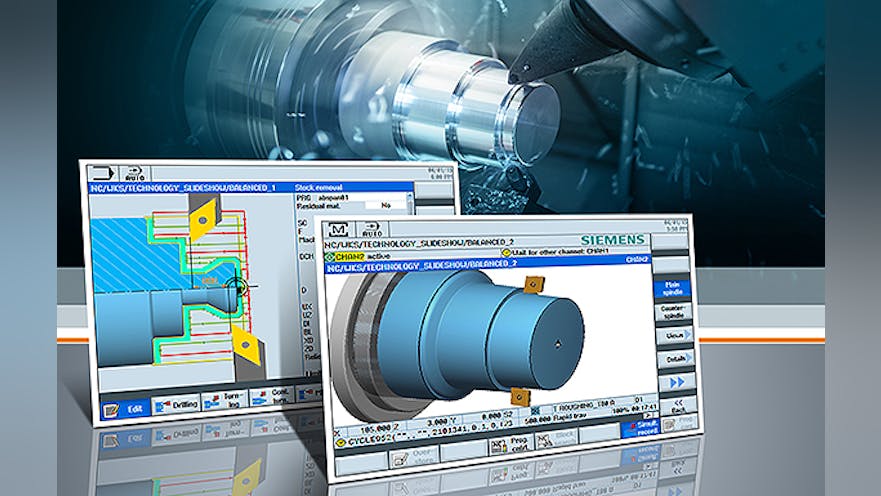
Siemens summarized its EMO 2015 product introductions in an extended presentation recently. First, the contour machining cycle for Sinumerik CNCs now accommodates four-axis turning on lathes, meaning that two turning tools — positioned in opposing directions — can be programmed to machine a workpiece simultaneously, which means machining time can be reduced significantly. Also, the two opposing turning tools can prevent workpiece distortion, improving dimensional accuracy (particularly on long, thin workpieces, the developer noted.)
A unique advantage of the Siemens controls is that the new machining process can be programmed directly on the Sinumerik CNC without a CAD/CAM system. With just two additional parameters, the user expands the machining process for a tool into highly productive balanced cutting with two tools. The Sinumerik contour machining cycle automatically creates the CNC sequences.
In four-axis machining there is a distinction between synchronous and asynchronous path control, with the channel-based Sinumerik control executing two independent CNC programs simultaneously.
In synchronous machining, which is well suited to roughing and finishing sequences, the cutting inserts are exactly opposite to each another and move identically. The cutting depth is distributed equally over both cutting edges, making it possible to double the feed rate per revolution and chip volume.
In asynchronous path control, used for roughing, the two tools move differently.
In longitudinal turning, the cutting inserts work at different diameters and in face turning they work at different Z positions. The chip volume relative to a tool can be roughly doubled due to the short waiting times for tool synchronization.
The second introduction Siemens highlighted concerns a simple solution for connecting robots to machine tools using the Sinumerik 828 CNC. The automation system extension is an increasingly common detail of machine set-up, the developer noted.
Different robots designed by different manufacturers can be connected to CNC machines (including machine serial machining cells) outfitted with Sinumerik 828D drives, using the Sinumerik Integrate Run MyRobot / EasyConnect interface.
The automated set-up also makes it simple to optimize work processes on machine tools, with mobile condition monitoring and remote maintenance.
Sinumerik Integrate Run MyRobot / EasyConnect is based upon a standard defined by the German Machine Tool Builders' Assn. (VDW) and the German Engineering Association (VDMA). The robots are connected through Ethernet (Profinet RT) or using I/O signals.
Fully automated work processes are another aspect of automated cell set-up, starting with prep work and machine programming, and continuing through operation using mobile terminal equipment for visualizing machine conditions. Siemens provides a comprehensive range of smart operation features, with “smart touch technologies” integrated into the production environment. Machine operators can access the factory network and inspect contract documents at the user interface, while overseeing the production sequence.
The concept also includes an application for prep work (e.g., the creation of part programs), Siemens noted.
Remote-diagnosis functions for machine tools are another detail of the automated cell set-up package. The basic Access MyMachine / P2P application exchanges data with connected machines from a Windows PC. An IP address is used within the plant network. Machine tool operators can access the machine over the Internet or outside the company network if the application is appropriately configured.
The final highlight of Siemens’ EMO 2015 presentation is its “Smart Operation” concept for more efficient shop-floor process organization, centering on the Sinumerik 840D sl CNC. It allows all types of machining work to be performed more quickly flexibly, including job preparation, IT networking, and using mobile devices for monitoring and control functions. Smart Operation simplifies the integration of machines into the production process without support from IT specialists, and can be implemented by machine operators, with minimal investment or time and material cost.
Smart Operation has four modes: Smart Prepare, Smart Operate, Smart IT and Smart Mobile. Smart Prepare is concerned with job preparation and the generation of CNC programs at the PC. Siemens offers Sinutrain software for this, a control-identical training software that is used as an offline programming workstation. Users can program and simulate the next job in the queue offline, at the PC, which improves productivity on the shop floor and on the machine.
Smart Operate uses the Sinumerik Operate graphical user interface with touch control, so familiar functons are optimized (e.g., an improved overview, simpler operation and faster interaction.)
The Smart IT phase of Smart Operation enables data to be accessed and managed: all job-related documentation is available, such as component programs, DXF drawings, and pictures at the operator panel over the network connection. A new DXF viewer and reader depict files in the CAD data exchange format, to be viewed directly at the machine tool. The user can select the geometry elements displayed in a DXF file using the contour capture function and transfer them directly to program a workpiece machining operation.
Smart Mobile is a phase of the platform designed to enable the use of mobile devices in machine tool set-up and operation. It works on a secured web server, so users can deploy monitoring and control functions using a notebook, smartphone or tablet. This allows up-to-the-minute information (e.g., current job status or component supply situation) to be accessed remotely or service information to be displayed.

